


由于开采过渡,目前钨矿品位整体较低,原有的选矿工艺已经无法满足当前钨矿的选矿目标,需要更先进的选矿工艺才能完成提高钨矿选别品位的目标。本文就以某钨矿选矿厂的破碎工艺改造为例进行说明。
原有钨矿破碎工艺流程
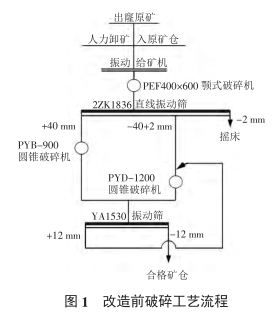
具体工艺设计设计见图1。
原设计的破碎作业通过一年多的运行,发现存在如下问题:
1、磨矿成本过高。因原设计中缺少手选作业环节,不能预先丢弃大量合格废石,这些废石进入磨矿系统后,造成了电耗和磨矿介质的无谓损耗。磨矿作业的电耗和钢耗通常占选矿加工成本的40%~60%。
2、设备空耗较大。原设计两台圆锥破碎机分别处理粗、中粒级的矿石,未设缓冲矿仓,造成两台圆锥破碎机与PEF400×600颚式破碎机生产不同步,并且只要PE-400×600颚式破碎机运转,两台圆锥破碎机必须同时生产,造成开空车或半负荷生产的时间较长,导致无谓的电耗增加,这也是生产成本增长的原因之一。
.jpg "圆锥破碎机")
3、回收率低。摇床给矿浓度是影响微细摇床选别指标的一个重要因素。直线振动筛筛下的-2mm细泥的浓度只有2%左右,浓度太低导致这部分摇床回收效果差,严重影响细泥摇床的钨、锡回收率。
4、生产效率低下。运输井下原矿到选矿厂原矿仓的矿车斗是通过人力侧翻,然后用大锤敲打矿车斗倒净矿石,该工序既费力费时,延误井下原矿运输。PYB-900圆锥破碎机因入料粒度过大,导致经常出现卡死破碎腔的现象,造成生产过程的不顺畅。
改造方案
1、改造目的
在工艺上,要求原矿卸矿系统干净、快速、安全;手选系统均衡、准确、拣选;中细破碎系统节能降耗、均衡满负荷生产;矿泥浓缩系统环保、节能。改造时间尽可能缩短,设备先进、工艺合理、环保增效。
2、具体方案
①原矿卸矿系统
在原矿仓上方的电机车轨道上安装一台曲轨卸矿器、一台空气压缩机和清洗风管,利用空气压缩机产生的高压气体对矿车斗内的泥砂清理,这样既解决了人力用大锤敲打矿车斗造成损坏的问题,又减轻了劳动强度。改造后工艺流程图见图2。

②手选系统
采用人工手选,光电选,或重介质预选,丢弃大量围岩中不含矿的废石,对减轻选矿厂设备的负荷,提高选矿厂处理能力有重大意义。经过前人的经验总结,归纳了钨矿山选矿的“早收多收,能丢早丢”、“精工细作,分级入选”的原则,将矿石洗矿分级,特别是对粗粒级矿石实行窄级别反手选,可大幅提高拣选效率的手选原则。
③细破碎系统
把PYB-900圆锥破碎机更换成PEX250×1200颚式破碎机,解决PYB-900圆锥破碎机因给矿粒度过大卡死破碎腔的问题。
.jpg "各大型号的颚式破碎机")
在PEX250×1200颚式破碎机前新建一个容积为80m³的缓冲矿仓,形成一个相对独立的中碎破碎系统。在容积为80m3的缓冲矿仓下方安装一台带变频器的ZD0918振动给矿机,控制中、细碎破碎机的给矿量。ZD0918振动给料机采用变频器数字化调节矿量,既精确又快捷,保证中细碎系统均衡满负荷生产,提高破碎效率,降低电耗。
改造效果
在增加手选作业以及对破碎工段等进行其他的综合改造后,手选丢废率超过50%,入选矿石钨品位由改造前的0.2%左右提高0.4%以上,钨手选回收率达94%以上;入选矿石锡品位由改造前的0.14%左右提高到0.19%,锡手选回收率达68%以上;破碎每吨原矿的电耗成本由4.78kW·h/t,下降到4.13kW·h/t,破碎流程更顺畅、合理;因手选后的入选品位提高,生产能力扩大,每年钨、锡产量增产200余t。2012年全部改造完成,通过两年多的时间运行,生产平稳,达到了既降低成本,又提高选矿厂生产效益的目的。
我公司专业打造各种钨矿选矿设备,包括各种类型的破碎设备,质量保证,工作效率高,欢迎在线咨询选购。









